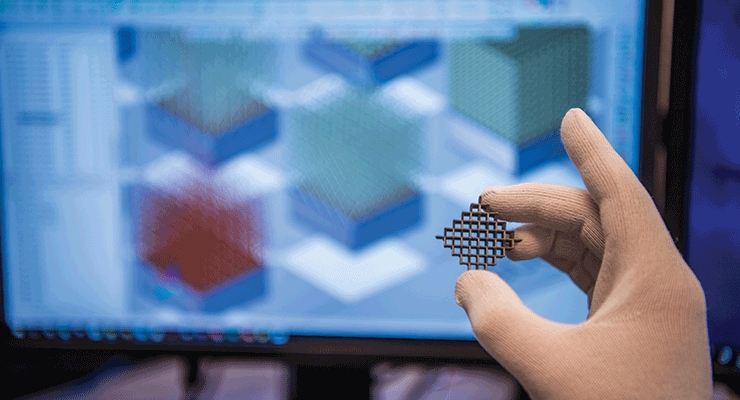
 Quality control is essential to qualification of medical components in additive manufacturing. Image courtesy of Carpenter Technology.
Quality control is essential to qualification of medical components in additive manufacturing. Image courtesy of Carpenter Technology.
3D printer innovations, expanded material options, and emergence of a robust supply chain are increasing confidence in additive manufacturing technologies.
2020, March 3 | Sam Brusco, Associate Editor
Outside the clinic, 3D printing technology has assisted in education, preoperative planning, surgical care, and patient-specific devices and treatments. Because the technology has improved in cost-effectiveness, access, and usability, surgeons could use the powerful tool in the form of desktop 3D printers in the clinic or office. The types of printers and materials available are also constantly evolving.
On the flip side, the AM sector also suffered from overblown expectations, both within the medical device industry and its supply chain. However, AM can provide real business improvements that translate directly to a company’s bottom line. This can only occur by identifying real application opportunities where AM can be leveraged for real value. For a long time, companies have viewed AM as a “cure all” technology rather than a tool in the toolbox. They may not be maximizing its potential, but rather underusing it in the wrong places.
To gain more insight into how additive manufacturing for orthopedics is evolving, ODT spoke to the following industry experts over the last few weeks:
Shon Anderson, CEO of B9Creations, a Rapid City, S.D.-based global provider of professional 3D printing solutions.
Bryan Crutchfield, vice president and general manager, North America, at Materialise, a Leuven, Belgium-based global 3D printing software and solutions company for the medical and industrial markets.
Tim Grein, EOS product manager at Phillips Corporation’s commercial division. Based in Hanover, Md., Phillips is a global supplier of manufacturing technology products and services.
James Larson, additive manufacturing engineer at Cretex Companies, an Elk River, Minn.-based diversified family of manufacturing companies serving the medical, aerospace, defense, and infrastructure markets.
Gaurav Lalwani, medical applications development engineer at Carpenter Technology, a Philadelphia, Pa.-based supplier of high-performance specialty alloy-based materials and process solutions.
Tommy Lynch, senior applications engineer, additive manufacturing, at Xometry, a Gathersburg, Md.-based provider of custom, on-demand manufacturing including CNC machining, 3D printing, injection molding, sheet metal, and casting.
Brent Marini, medical strategic business developer at Carpenter Technology.
Brian McLaughlin, president and CEO of Amplify Additive, a Scarborough, Maine-based additive manufacturing company specializing in design, engineering, and manufacturing of 3D metal-printed orthopedic implants.
Troy Olson, additive manufacturing operations manager at rms Company, a Coon Rapids, Minn.-based Cretex Company that provides contract machining, molding, and assembly services to the medical device industry.
Pierfrancesco Robotti, technology and business development manager at Lincotek Medical, an Italy-based global provider of medical 3D printing, additive manufacturing, surface treatments, plasma spray, machining, physical vapor deposition, and anodization.
Matt Sand, president of 3DEO, a Gardena, Calif.-based supplier of high quality metal components with the company’s proprietary metal 3D printers.
Sam Brusco: What latest technological or software innovations have been most impactful for you?
Shon Anderson: A goal for any additive manufacturing (AM) technology provider is to understand the customer’s needs and transform those needs into technology that works. This customer-driven product mindset has led to the most impactful software and technological innovations for us in the healthcare industry, where we’ve developed customized, industry-specific digital manufacturing solutions across hardware, software, and material platforms.
We’ve developed customizable, healthcare-specific print preparation software that integrates into the customer’s existing workflow. Our dental-specific 3D printing software offers three-click workflows customized by application—from perfect-fit, same-day dentures to splints and surgical guides. In the orthopedic space, we have a pathway to create a printable file from a CT scan of an ankle fracture to encourage better patient outcomes, reduced recovery times, and greater surgical success.
Bryan Crutchfield: In the software space, automation and simulation will increase medical 3D printing efficiency and productivity. These advances in 3D planning and printing software are helping orthopedic surgeons, clinical engineers, and medical device companies improve processes for device design, precise surgical planning, and patient-specific treatment. Our artificial intelligence-based preoperative planning and validation technology for total knee arthroplasty (TKA) has already proven to reduce the number of corrections surgeons must make by 50 percent.
We recently received FDA clearance for our Mimics Enlight cardiovascular planning software suite. This software will support clinicians planning complex transcatheter mitral valve replacement (TMVR) procedures. The first-of-its-kind software supports patient selection and planning for structural heart and vascular therapy. The platform can be used within any existing imaging or printing system to address the full process of 3D planning and printing for surgeons.
Gaurav Lalwani & Brent Marini: As a powder supplier and contract manufacturer for industrial metal 3D printing, we continuously receive market feedback from customers about the need for more robust powder management and material handling solutions. Industrial 3D printing OEMs have increased the robustness of machines to build parts, but material traceability is essential to quality control and there is a missing thread in providing end-to-end traceability from material feedstock to as-built components. Variations in the ecosystem of metal powder including oxygen exposure, temperature, humidity, and pressure can all affect material quality, which can affect both the build process and final part’s quality. Monitoring and documenting this comprehensive data serve as validation to regulatory bodies for 510(k) or PMA approvals and enables easy product recall through simple powder inventory tracking should a defective powder lot be discovered. Our additive production facilities faced the same challenges, so we developed the PowderLife solution with hardware tools and statistical process controls digitally logged at each point to provide this traceability information.
James Larson: Low-cost additive machines with high resolution. These machines have significantly reduced our additive costs for material use while maintaining high-resolution printing. Having a mix of different machines and types of printing lets us use different processes to obtain the lowest costs or highest resolution parts to meet requirements.
Tommy Lynch: We have seen an emergence of software solutions specifically catering to AM processes for both metal and plastics printing. In particular, topology optimization seems to be gaining traction. This lets designers create a new design, identify the critical features, then remove any unnecessary material to cut down on part volume. This has become a user-friendly way for designers to reduce the price of printed parts while cutting down on any unnecessary weight. This tool can be used for most 3D printed processes. However, I do find powder-based processes such as Selective Laser Sintering (SLS) and HP Multi Jet Fusion (MJF) allow the most freedom for optimization.
Brian McLaughlin: Lattice generation software has made a large impact on what we’re able to do for designing structures for orthopedic applications. We have used tools such as Autodesk Within Medical, nTopology, Magics Structures, and Autodesk Netfabb, which make it much easier to apply structures.
Pierfrancesco Robotti: AM is a rolling innovative area. We use Powder Bed Fusion (PBF)-based AM technology. In this field, we assist in improved total handling of the process. The metal powder handling and post-processing working platform come integrated or side-by-side in a closed environment with the PBF equipment. That helps both the quality of the raw material and safety in the working environment. Now we are moving toward a global automation, in which the building platform can transit from the building area to powder removal and thermal treatment without manual intervention. Software helping to optimize positioning and strategy supports was a large improvement, as well as applications for modeling and designing geometrically complex structures. Finally, improved log file management makes it easier to focus on abnormal events.
Matt Sand: Generative software is an interesting development on the design front and has had a significant impact. Parameters are input into the software, then the design comes out based on the input of the parameters.
There hasn’t traditionally been an extensive supply chain for additively manufactured parts. It would’ve been nonsensical for an engineer to design for AM in the past because there were no vendors who could make those parts. If you’re interested in getting to production, it won’t work to have a design and nobody to make the parts. You’re forced to design for traditional manufacturing. However, a very strong supply chain is starting to emerge. It gives manufacturers a lot more options, and as a result, we’ll see a lot more AM innovation and development.
Brusco: What is additive manufacturing’s benefit to the orthopedic industry?
Anderson: AM no longer only produces prototypes. If properly integrated into business processes, it decreases cycle time, increases speed to market, and enables agility and market responsiveness by incorporating customer feedback and delivering another design iteration the same day. An added benefit is the product has been tested and validated by the desired customers before it launches, better ensuring market success. With our industrial-grade platform, companies can move from prototyping to production with ease, replacing low-volume injection molding with runs in the thousands of parts.
For patients, AM can deliver solutions like custom 3D printed orthotics on-demand and at a lower cost than thermoformed materials or off-the-shelf solutions to patient-specific anatomic models and ankle or knee replacement surgical guides. The benefits are faster recoveries, better heal rates, and less time in the operating theater.
Crutchfield: Development of 3D printed implants follows a simple four step process. To begin, doctors send us their CT scan with the use of Materialise Mimics software, then our clinical engineers prepare a planning and design proposal based on the patient’s anatomy. The supervising doctor and surgeon evaluate the implant proposal and provide our team with feedback. Finally, the implant is produced and shipped, with custom-made accessories and case-specific documentation.
These implants offer benefits in terms of predictability and efficiency for surgeons, as well as greater patient satisfaction. Surgeons can also combine these patient-specific implants with additional 3D printed anatomical guides for added preparation benefits.
Tim Grein: By utilizing the design freedoms AM provides, it is possible to produce implantable devices with complex lattice structures that significantly accelerate the healing process following the implantation. This improves the implant’s effectiveness and enhances the patient’s long-term quality of life. AM accelerates product development, offers design freedom, optimizes part structures, and allows a high degree of functional integration. At the same time, AM helps relieve cost pressures faced in the industry by being able to react quickly to changing requirements.
Lalwani & Marini: AM has increased the ability for OEMs to enhance osseointegration benefits of their implants in two ways. First, AM eases fabrication of complex geometric structures, allowing creation of engineered porous lattice, tortuous internal channels, and internal support structures that wouldn’t be possible using traditional, non-AM approaches. Second, the technologies have provided the design freedom to enable OEMs selection of more biocompatible materials. Many spine OEMs are now using titanium materials vs. PEEK for interbody devices due to the ability to print porous structures that allow for better implant integration without the drawbacks of PEEK (e.g., slow/lack of osseointegration, due to hydrophobic nature of material). AM positively influences outcomes due to enabling more freedom in design and material selection.
Larson: On the polymer side of printing, the largest benefit is in fixture design and inspection prior to production. Teams can have actual printed parts in-hand before machining or inspection has occurred, providing an opportunity to see and feel parts before production. They can then design and implement the best inspection methods. This has reduced bottlenecks in multiple areas of production.
With very small components, increasing the scale of the part helps the team identify potential problem areas for cleaning of burrs or other issues. As a quality tool, large-scale printed parts let the operator touch, see, and feel where a very small part may have an issue. If that part is inspected under a microscope during actual production, it can be more difficult to identify problems. These are great training tools for new operators and our quality team.
McLaughlin: There are many benefits. To start, time to market for new products is a cornerstone. Designing more optimized designs that also provide an optimal scaffold for bone ingrowth. Reduced manufacturing steps, which relates to time to market, but also reduces risk because there are fewer hands on the devices with reduced suppliers. Finally, as the industry continues its adoption of AM, more customized solutions for patients will continue to grow.
Troy Olson: We are seeing a great deal of activity in the interbody spacer market because AM can create surface and lattice structures you cannot duplicate with any other manufacturing method. The benefit is creation of porous structures for bone ingrowth and internal lattice structures for structural support. This also can improve radiolucency and reduce weight in an implant.
Robotti: There are so many benefits it can be easy to forget some! Generally speaking, the possibility to design and manufacture complex porous structures at the interface with the bone tissue is very attractive when osseointegration is the desired target. At the same time, complex geometrical features can be manufactured (e.g., undercuts, cavities internal canals). These features were out of the realistic feasibility range before AM. Batch fragmentation, smaller quantity per each single part number, and an ever-growing number of sizes per each device family goes in the direction of mass customization and requires unprecedented flexibility. Finally, the patient-specific implant ecosystem perfectly fits with the AM approach—from educational models to specific surgical tools and accessories to personalized implants.
Sand: Materials eligible for our process include cobalt-chrome and titanium, two of the most common implantable materials. You also want a rougher surface finish and a lot of internal area blown out for smaller complex pieces like spinal cages and spacers.
Orthopedics is incredibly suitable for AM. It’s seeing a lot of success for hip and knee replacements. Over time, basically anything implantable in the body that a customer is willing to pay a premium for over traditional manufacturing—for example a custom knee, hip, or spinal implant—will be additively manufactured.
Brusco: Where do you see additive manufacturing for medical headed in the next five years?
Anderson: Manufacturing equipment to medical regulatory standards will become the norm, not the exception. Many additive manufacturers meet ISO standards for their manufacturing facilities and their biocompatible materials, but not the equipment. That is where the medical industry is headed, so we manufacture a medical device standards-compliant machine that maintains that medical standard whether it’s in our production facility or an outside R&D lab, hospital, clinic, or manufacturing site.
AM integration will shift tremendously. It’s still trendy enough that customers are willing to alter their processes to incorporate the technology. In five years, AM will need to integrate into existing processes and workflows with integration points for scanning, CAD programs, post-production processes, internal job management processes, security protocols, or company-wide workspaces.
The industry will also evolve, moving from prototyping to hybrid manufacturing and finally true AM demanding production-grade, end-use capabilities. In this state, materials more closely mimic injection-molded engineering and biocompatible plastics and hardware and software are scalable, automatable, and industry-specific.
Crutchfield: Today’s patients demand greater personalization in their care, and 3D printing solutions can help doctors meet those demands for greater patient satisfaction. As the cost of 3D printing continues to decrease and software and technology advance, additional healthcare professionals will continue to adopt the technology to improve efficiency and surgical processes.
As 3D surgical planning and printing become more common in the medical field, we expect more hospitals to bring 3D printing operations in-house through point-of-care 3D printing labs. This allows clinicians to create patient-specific anatomical models more rapidly than previously possible while also leveraging subspecialty knowledge available within the hospital. This reduces lead time for models from an eight-day turnaround to as little as three days. This enables more patients to benefit, expands the different technological applications, and reduces the cost per case of 3D printing.
Grein: Many new medical devices are on the cusp of development utilizing AM. Designers are now only beginning to understand AM technology and a comparably low number of medical devices today are manufactured using AM. Regulatory agencies now understand DMLS technology and acceptance of AM production techniques and processes allow manufacturers to quickly adapt AM technology without much risk.
New material grades are being developed for the orthopedic industry, such as EOS Titanium Ti64 Grade 23 material with the highest fatigue resistance without HIPing (hot isostatic pressing) known to date in the additive industry—with many more to come. There are some exciting developments on techniques to build products without support structures, such as hip stems.
Lalwani & Marini: We see the expansion of AM in healthcare solutions continuing. It’s why we opened our powder-to-part AM facility last year that will be ISO 13485 certified this year. We see AM continuing its evolution from prototyping and low rate production to full-scale production, especially in the spine sub-market. We expect to see more adoption in other applications such as hips, knees, extremities, and instrumentation.
AM is still a relatively new technology and production process—from design to machines and from material handling to quality management. As with many of these aspects, the market has just scratched the surface as it relates to understanding the role of powder quality and management on device effectiveness. We hope to leverage our 130-plus years of metallurgical knowledge to partner with medical customers for advanced, end-to-end AM capabilities with powder production and medical contract manufacturing all under one.
Larson: The customization of orthopedic parts continues to grow. If standard sizing will not work for a patient, a custom part could be made very quickly to support that need. Databases of patient information have grown exponentially, and doctors could have access to a plethora of data to determine an implant’s exact sizing and requirements. This data could become part of every person’s medical records for any future implant needs or may become a standard test prior to receiving an implant. The additive process could have the implant ready in time for a scheduled surgery. This whole process could take less than a month from initial tests to surgery. In an emergency situation with an expedited process, it could take less than a few days.
Lynch: Software and hardware will continue advancing. The major CAD packages will continue building in features specifically geared to designing parts for AM. One can currently take data from an MRI or a CT and translate it into a printable format, but it can be clunky at times. This scan data can be directly used for a printable model, or as a template for printable guides, implants, or prosthesis. There are many companies working to streamline the process for a cleaner translation from the patient to the printer.
With increased development around biocompatible materials and increased demand for biocompatible parts, more hospitals and universities will start or expand in-house printing labs. This will allow them to print surgical aids and other tools for same-day or next-day use. As usage continues to scale, it will also help reduce costs.
McLaughlin: I see continued growth for standard off-the-shelf implants like acetabular cups, total knee components, spinal components, etc. We’ll see increased numbers of patient-specific implants as companies with existing product offerings transition from the limitations of traditional manufacturing to AM applications. They will become more efficient at managing inventory, as there will be a reduction in the number of implants and instruments typically required. The supply market needs to grow to support industry needs.
Robotti: Post-processing is still a necessary step for many orthopedic devices when tolerances need to be tight or surfaces need polishing and finishing. Accuracy and polishing may bring cost issues and drive out AM from many applications where it could otherwise be preferred. Cost/benefit balance in the direction of long-term business sustainability is a global demand. If post-processing will improve from a limiting factor to an enabling process step, AM technology can become the preferred approach for manufacturing most of the metal and plastic components for both surgery assistance and implantation. Patient-specific surgery may become a more popular approach due to AM being the right technology to make it feasible. AM, along with suitable post-processing steps, could reduce supply delays for patient-specific implants. Moreover, AM will reduce the need for fixtures and molds, reducing the cost of R&D, prototypes, and eventual device launches and overall production cost.
Sand: There will be many more material options for designers, perhaps even custom material options. The world is going in the direction of upfront generative design—the computer tells you what the design, powder, and material should be. Cost structure will also be an important future consideration, kind of a function of throughput. There will be much more productive machines that can make more parts at lower cost.
The industry is finally becoming comfortable with the fundamental differences of metal AM, especially processes like DMLS. Everyone using metal 3D printing in orthopedic manufacturing pretty much uses DMLS. Because that process has been around for 30 years, a great deal of research has gone into establishing and proving process and part quality. A decade ago it was more like the wild west; there was no official voice in the FDA weighing in. Back then the mindset was basically “Who wants to be the first victim to have metal 3D printed hip implanted?”
Now the opinion of “I don’t want anything except a metal 3D printed hip implanted, it’s completely customized to my body” is beginning to prevail. That shift has been happening over the last decade. Designers see metal AM as another tool in the toolkit. They’re happy to design for it and the trepidation about using metal 3D printing has mostly faded.